
在现代工业生产中,自动视觉检测设备已成为不可或缺的技术工具。它们通过先进的图像处理技术,实现对产品的高效检测与质量控制,为企业带来了显著的生产力提升。本文将深入探讨这些设备的核心功能及其带来的主要优势。
一、核心功能
1、高精度检测
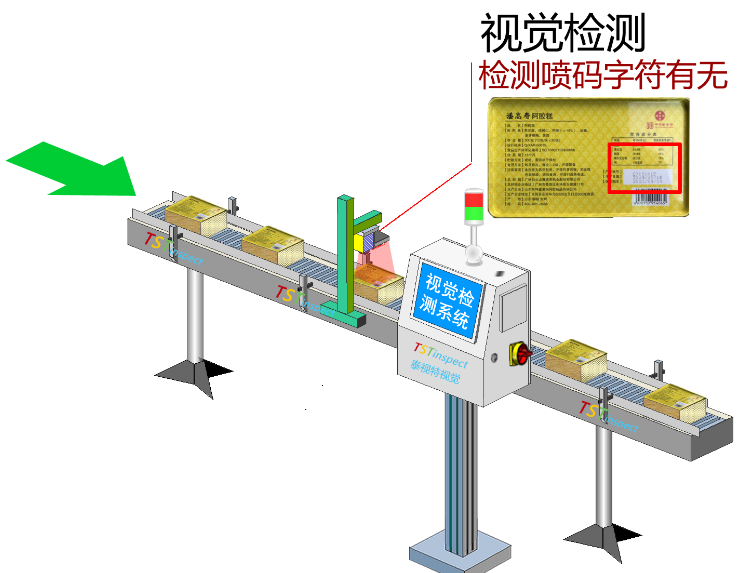
自动视觉检测设备利用高分辨率相机和先进的图像处理算法,能够对产品进行精确的尺寸、形状、颜色等多方面的检测。这种高精度的检测确保了产品的一致性和质量,减少了因人工检测带来的误差。
2、实时监控与反馈
这些设备通常配备实时处理能力,能够迅速分析图像数据并提供即时反馈。这种实时监控功能不仅能及时发现生产线上的缺陷,还能自动调整生产参数,保持产品质量的稳定性。
3、缺陷识别与分类
自动视觉检测设备能够识别和分类各种类型的缺陷,如表面裂纹、色差、形状异常等。通过预设的缺陷模式,这些设备能迅速判定产品是否符合质量标准,并将不合格品从生产线上剔除。
4、数据记录与分析
除了检测功能,这些设备还能记录详细的检测数据,并进行深度分析。这些数据可以用于生成质量报告、优化生产流程和预测潜在问题,从而帮助企业做出更为精准的决策。
二、主要优势
1、提高生产效率
自动视觉检测设备大幅度提高了生产效率。由于其快速的检测能力,企业可以实现更高的生产速度,而不会牺牲产品质量。这种效率提升不仅缩短了生产周期,也降低了生产成本。
2、降低人工成本
借助自动视觉检测设备,企业可以减少对人工检测的依赖,从而降低人工成本。设备的持续运行和高稳定性使得生产线上的人工干预大幅减少,减少了由于人为错误导致的质量问题。
3、增强产品一致性
通过精确的视觉检测,自动设备能确保每个产品都符合一致的质量标准。这种一致性不仅提高了消费者对产品的信任,也减少了因质量不稳定而导致的退货和维修成本。
4、灵活性和可扩展性
现代自动视觉检测设备通常具有高度的灵活性,可以适应不同产品的检测需求。其可扩展性使得企业可以根据需要进行系统升级和功能扩展,适应不断变化的市场需求。
自动视觉检测设备凭借其高精度、实时反馈、缺陷识别及数据分析能力,正在彻底改变生产线的质量控制方式。通过提高生产效率、降低成本、增强产品一致性和提供灵活的解决方案,它们成为现代制造业的强大助力。