
在智能制造和工业自动化的新时代,机器视觉检测技术已成为提升生产效率和确保产品质量的关键工具。凭借其卓越的图像处理能力和数据分析功能,机器视觉系统正在改变传统检测方式,为各行各业带来前所未有的技术革新。本文将详细介绍机器视觉检测技术的核心功能以及其在实际应用中的显著优势。
一、功能介绍
1、高精度图像获取
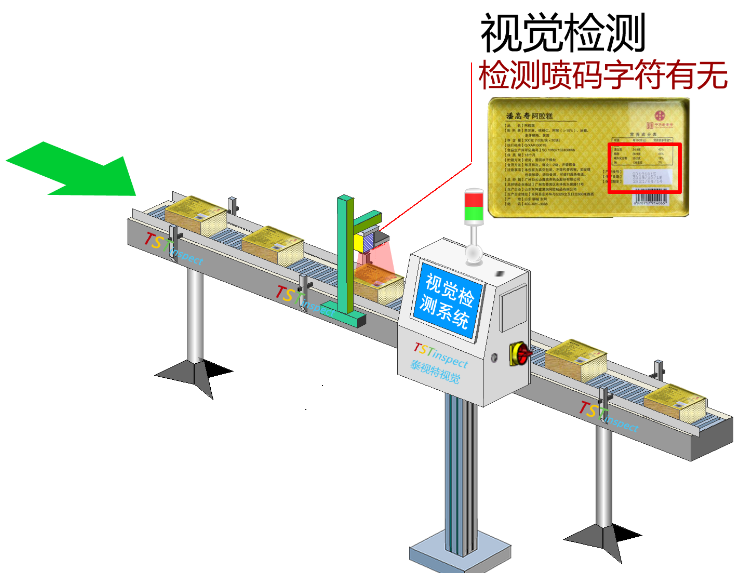
机器视觉检测系统通过高分辨率相机捕捉生产线上的图像。这些相机能够在微小的细节上进行精确测量,确保每个图像都清晰且准确,为后续的图像处理提供可靠的基础。无论是检测微小缺陷还是测量复杂形状,高精度的图像获取能力都是必不可少的。
2、智能图像处理
图像处理是机器视觉系统的核心功能之一。利用先进的算法,如边缘检测、模板匹配和图像分割,系统能够从图像中提取有用的信息。这些处理技术可以检测到细微的缺陷、识别特定的形状和模式,并对产品进行质量评估。
3、自动化检测与分析
机器视觉检测技术能够实现全自动化的检测和分析过程。通过设置预定的检测标准和阈值,系统可以自动完成检测任务,无需人工干预。这种自动化功能不仅提高了检测效率,还减少了人为错误,提高了检测的准确性和一致性。
4、实时数据处理
现代机器视觉系统具备强大的实时数据处理能力。系统可以在生产过程中实时捕捉和分析图像,迅速做出判断和反馈。这种实时处理能力使得生产线能够快速响应检测结果,及时调整生产流程,确保生产质量。
5、综合数据记录与追踪
机器视觉系统通常配备数据记录和追踪功能。系统能够保存每次检测的数据记录,生成详细的报告和统计分析。这些数据不仅有助于质量控制,还可以用于后续的生产分析和改进,提供持续的优化支持。
二、优势介绍
1、提高生产效率
机器视觉检测技术的自动化和高效率功能显著提高了生产线的整体效率。通过减少人工干预和加快检测速度,生产线能够在更短的时间内完成更多的检测任务,从而提升了整体生产能力。
2、确保产品质量
通过高精度的检测和智能分析,机器视觉系统能够有效识别产品中的各种缺陷和不符合标准的情况。这种高水平的质量控制确保了每一件产品都符合严格的质量标准,减少了次品率,提升了产品的可靠性。
3、降低生产成本
尽管初期投资可能较高,但机器视觉检测技术在长期内能够有效降低生产成本。自动化的检测减少了对人工检测的依赖,降低了人工成本,同时通过及时发现和修正缺陷,减少了由于质量问题导致的浪费和返工成本。
4、提升数据分析能力
机器视觉系统的综合数据记录和分析功能为企业提供了宝贵的生产数据。这些数据不仅可以用于实时监控和质量控制,还可以进行深度分析,帮助企业识别生产瓶颈、优化生产流程并制定更加精准的生产计划。
5、增强竞争力
通过采用先进的机器视觉检测技术,企业能够在市场上树立良好的品牌形象。高质量的产品和高效的生产流程提升了企业的市场竞争力,使其在激烈的市场竞争中脱颖而出,赢得更多客户的信任和青睐。
机器视觉检测技术作为现代工业和制造业的重要组成部分,其高精度、自动化和智能化的特性使其在生产过程中的应用具有显著的优势。通过深入了解机器视觉检测技术的功能和优势,我们可以看到其在提高生产效率、确保产品质量、降低生产成本等方面的巨大潜力。随着技术的不断发展和进步,机器视觉检测系统将继续推动工业制造的创新,助力企业实现更高水平的生产和质量管理。