
在现代制造业和质量控制中,机器视觉检测设备正扮演着越来越重要的角色。这些设备通过结合计算机视觉、图像处理技术和自动化技术,为工业生产过程提供了高效、精准的检测解决方案。本文将详细介绍机器视觉检测设备的功能及其在工业应用中的优势。
一、机器视觉检测设备的功能
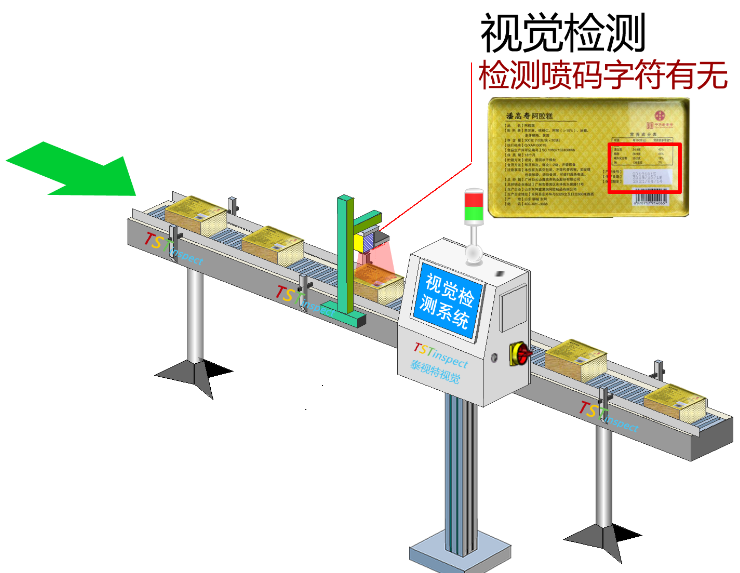
1、图像采集与处理:机器视觉检测设备首先通过摄像头或其他图像采集装置获取待检测对象的图像。这些图像随后通过图像处理算法进行分析,提取出需要的信息。处理过程可能包括图像去噪、边缘检测、特征提取等步骤,以提高图像质量和准确性。
2、缺陷检测:设备能够自动检测产品表面或结构中的各种缺陷,包括划痕、裂纹、变形、污垢等。这通过对比图像中的实际数据与预设的标准模型来实现,能够精确识别出微小的缺陷,从而确保产品的高质量。
3、尺寸测量:机器视觉系统能够进行高精度的尺寸测量。这对于需要严格尺寸控制的产品尤为重要,如电子元件、机械零件等。系统通过图像分析技术测量产品的长度、宽度、厚度等参数,并与规格要求进行比对。
4、颜色和形状识别:除了尺寸和缺陷检测外,机器视觉设备还能够识别颜色和形状。这对于自动分拣、分类以及检测颜色一致性等任务非常有用。例如,在食品和药品行业中,颜色一致性检测对于保证产品的质量和安全至关重要。
5、自动化分拣与分类:机器视觉检测设备可以与自动化分拣系统相结合,根据检测结果自动将产品分类或分拣。这种自动化过程不仅提高了生产效率,还减少了人为错误和劳动强度。
6、实时监控与反馈:现代机器视觉系统能够进行实时监控,及时反馈检测结果。这使得生产线能够迅速做出调整,确保生产过程的稳定性和产品的一致性。
二、机器视觉检测设备的优势
1、高精度与一致性:机器视觉系统凭借其高分辨率的摄像头和先进的图像处理算法,能够提供极高的检测精度。这种高精度可以有效地识别出微小缺陷或尺寸偏差,从而确保产品的一致性和可靠性。
2、提升生产效率:通过自动化的检测和分拣,机器视觉系统大大提高了生产线的效率。设备可以持续不间断地进行检测,而无需休息,这减少了生产过程中的瓶颈,提高了生产能力。
3、减少人为错误:机器视觉系统通过自动化检测和控制,减少了人工干预和人为错误。这不仅提高了产品质量,还降低了因人工操作不当导致的缺陷率。
4、降低成本:尽管初期投资可能较高,但长期来看,机器视觉检测系统通过提高生产效率和产品合格率,能够显著降低生产成本。减少的人工成本和缺陷品处理成本也是其主要经济优势之一。
5、灵活性与适应性:现代机器视觉系统具有高度的灵活性,可以根据不同的检测需求进行调整和配置。它们能够适应多种生产环境和产品类型,为各种工业应用提供支持。
6、实时数据分析:机器视觉系统可以实时分析数据,并提供即时反馈。这使得生产线能够迅速对检测结果作出反应,及时调整生产工艺,提高产品质量和生产效率。
机器视觉检测设备在现代工业中发挥着至关重要的作用。其通过高精度的图像采集与处理技术、自动化检测功能以及实时监控能力,不仅提高了生产效率,还显著提升了产品质量。随着技术的不断进步,机器视觉系统将在更多领域展现其独特的优势,推动工业自动化和智能化的发展。