机器视觉检测系统介绍 印刷图像文字缺陷检测
Sourc:本站发布时间:2024/8/13 点击:
随着工业自动化的不断推进,机器视觉检测系统在生产线上的应用日益广泛。这些系统通过高效的图像处理技术,提供了精准的检测和质量控制解决方案。本文将详细介绍机器视觉检测系统的核心功能及其在现代生产和制造中的优势。
一、机器视觉检测系统的基本功能
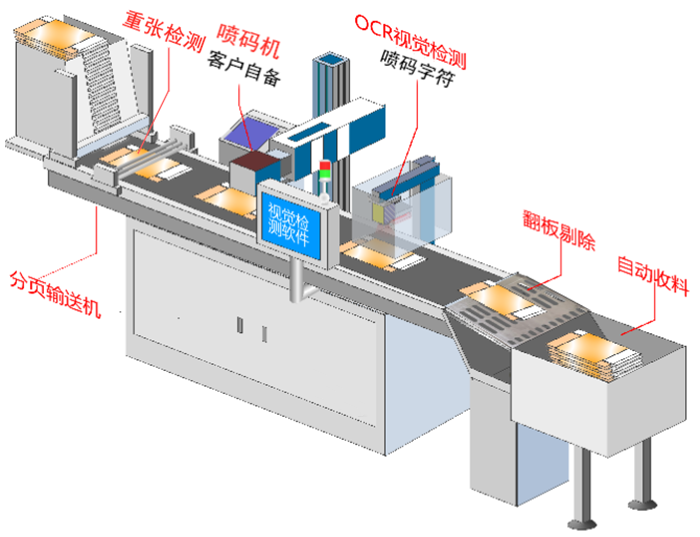
机器视觉检测系统利用摄像头和图像处理软件来对生产过程中的产品进行自动化检测和分析。其主要功能包括:
1、图像采集:通过高分辨率摄像头实时采集生产线上的产品图像。
2、缺陷检测:对图像进行处理和分析,以识别产品表面缺陷、尺寸偏差或其他质量问题。
3、尺寸测量:利用图像处理技术精确测量产品的尺寸和形状,确保符合规格要求。
4、标识读取:读取和识别条形码、二维码等标识信息,以便于产品追踪和数据记录。
5、自动分类:根据检测结果自动将产品分流至不同的处理通道,如合格品与不合格品分离。
二、机器视觉检测系统的主要优势
1、高精度:机器视觉系统提供高分辨率和高准确度的图像分析,能够检测到肉眼难以识别的微小缺陷,确保产品质量。
2、高速度:具备高速图像处理能力,能够在生产线高速运行的情况下进行实时检测,显著提高生产效率。
3、一致性:与人工检测相比,机器视觉系统具有高度一致性,避免了人为因素带来的检测误差。
4、数据记录与分析:能够自动记录和存储检测数据,为生产过程提供详尽的数据支持,便于质量分析和改进。
5、灵活性:系统能够适应各种生产环境和检测需求,支持不同类型产品的检测任务,实现高度的系统配置和定制化。
展望未来,随着人工智能和深度学习技术的进一步发展,机器视觉检测系统将变得更加智能和高效。预测分析、故障预警和自动优化功能将进一步提升系统的检测能力和生产线的自动化水平。
总之,机器视觉检测系统通过其高精度、高速度、一致性和灵活性,正在成为现代制造业中不可或缺的关键技术。它不仅提升了生产效率,还确保了产品的质量,为企业的竞争力和市场表现提供了坚实的保障。