
在现代制造业中,纸箱视觉检测系统已成为提升包装质量和生产效率的关键技术。它利用先进的计算机视觉和图像处理技术,对纸箱进行全方位的质量检测。本文将深入介绍纸箱视觉检测系统的主要功能以及其在实际应用中的优势。
一、功能介绍
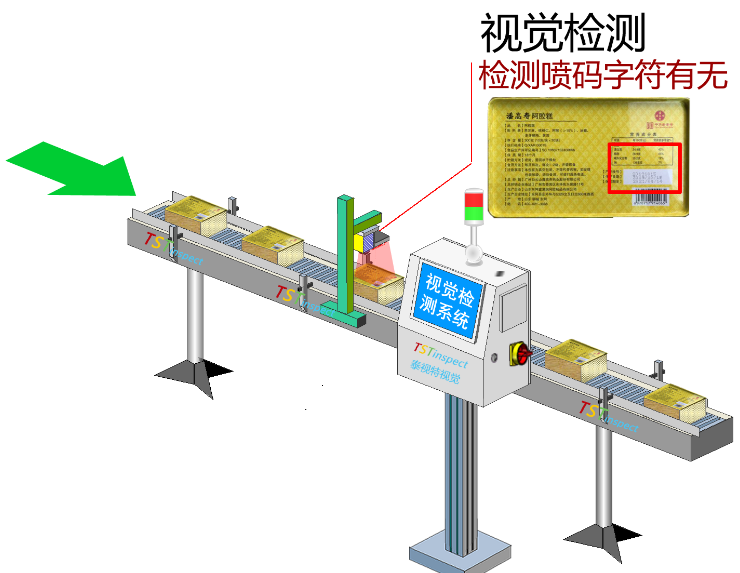
1、自动化质量检测:纸箱视觉检测系统通过高分辨率摄像头和图像处理算法,能够自动检测纸箱的尺寸、形状、印刷质量等。系统可以精准识别纸箱表面的缺陷,如污点、褶皱、破损或印刷模糊等问题,从而保证每个纸箱都符合质量标准。
2、条形码和二维码扫描:除了检测纸箱本身的质量,视觉检测系统还具备强大的条形码和二维码扫描功能。它能够快速识别和读取纸箱上的条形码或二维码,确保产品信息的准确传输和数据的完整性。
3、自动分类与剔除:系统不仅能检测纸箱的缺陷,还能根据预设的标准对纸箱进行分类。对于不符合标准的纸箱,系统能够自动进行剔除处理,从而减少人工干预,提高生产线的自动化程度。
4、实时数据分析:视觉检测系统配备了实时数据分析功能,可以对检测到的数据进行即时统计和分析。通过对生产过程中数据的监控,企业能够及时发现问题,优化生产流程,提升生产效率。
5、故障预警与记录:当检测到异常情况时,系统能够实时发出警报,并自动记录相关的检测数据。这些记录不仅有助于问题的追溯,还可以为后续的质量改进提供依据。
二、优势介绍
1、提高检测准确性:纸箱视觉检测系统依赖于先进的图像处理技术,能够以极高的精度识别纸箱上的各种缺陷。相比人工检查,视觉检测系统能够减少人为误差,提高检测的准确性和一致性。
2、提升生产效率:通过自动化的检测和分类功能,视觉检测系统显著提高了生产线的运作效率。系统可以在高速生产过程中持续工作,避免了人工检查的瓶颈,从而加快了生产速度。
3、降低人工成本:自动化的视觉检测系统减少了对人工操作的依赖,从而降低了人工成本。同时,减少人工干预还降低了因人工操作导致的质量波动,确保了生产的稳定性。
4、增强产品质量:通过实时检测和故障预警,视觉检测系统可以及时发现并处理纸箱中的质量问题。这不仅保证了最终产品的质量,还提升了品牌的信誉度和客户满意度。
5、支持数据驱动决策:系统生成的数据分析报告可以为企业的决策提供科学依据。企业可以基于这些数据优化生产工艺,改进质量控制流程,从而实现持续的质量提升和生产优化。
6、适应性强:现代纸箱视觉检测系统可以适应各种尺寸、形状和印刷要求的纸箱。这种高度的适应性使得系统在多样化的生产环境中表现优异,满足不同客户的需求。
纸箱视觉检测系统凭借其自动化质量检测、条形码扫描、实时数据分析等功能,正成为提升生产效率和产品质量的不可或缺的工具。它不仅提高了检测的准确性和一致性,还降低了人工成本,并支持数据驱动的决策。随着技术的不断进步,纸箱视觉检测系统将继续在包装行业中发挥重要作用,为企业带来更多的生产效益和市场竞争力。