
在工业自动化和智能制造领域,视觉检测系统(Vision:Inspection:Systems)正逐步成为一种核心技术。这些系统通过利用计算机视觉、图像处理和机器学习技术,对生产过程进行实时监控和分析,从而确保产品质量和提高生产效率。本文将详细介绍视觉检测系统的主要功能、优势及其未来发展趋势。
一、视觉检测系统的核心功能
1、缺陷检测:视觉检测系统能够实时识别和定位产品中的各种缺陷,如划痕、裂纹、色差和形状异常。通过高分辨率摄像头和先进的图像处理算法,系统能够准确检测微小的缺陷,确保产品达到质量标准。
2、尺寸测量:这些系统可以精确测量产品的尺寸和形状,包括长度、宽度、高度、直径等。这一功能对于确保产品符合设计规格、避免生产误差至关重要。
3、缺件与装配检查:视觉检测系统能够检查生产线上的零部件是否缺失或装配是否正确。这在自动化装配线中尤为重要,能够减少人工检查的工作量,并提高生产效率。
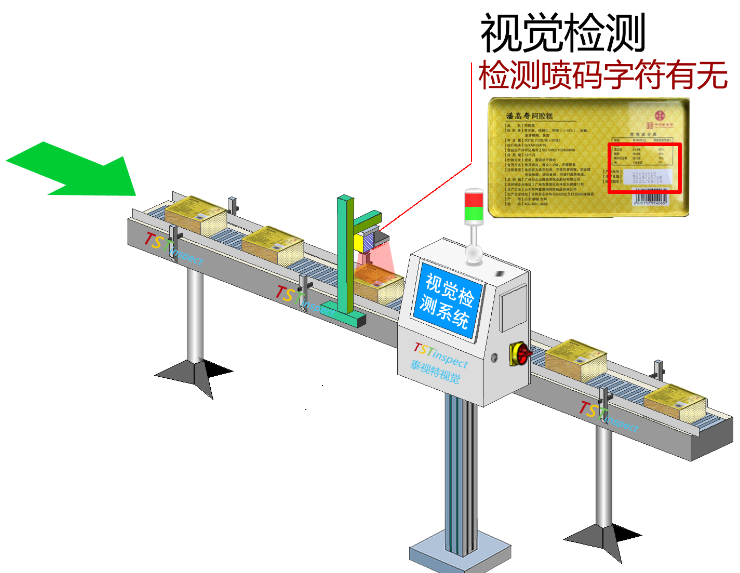
4、标签和编码验证:系统可以读取和验证产品上的条形码、二维码或其他识别码,确保信息的准确性和一致性。这在产品追溯和物流管理中具有重要作用。
5、颜色和外观检查:视觉检测系统能够对产品的颜色和外观进行检查,确保其符合预定的视觉标准。这对于高品质产品尤其重要,如化妆品、食品包装等领域。
二、视觉检测系统的优势
1、高精度和高速度:视觉检测系统能够以高精度和高速度完成检测任务。相比于人工检查,这种系统不仅能够减少人为错误,还能够显著提高检测效率和生产速度。
2、实时监控和反馈:这些系统能够实时监控生产过程并提供即时反馈。这使得生产线上的问题能够迅速被发现和解决,减少了生产停滞和损失。
3、减少人工成本:自动化的视觉检测系统减少了对人工检查的依赖,从而降低了劳动成本。这还减少了由于人工疲劳导致的错误,提高了整体生产的稳定性。
4、一致性和可靠性:视觉检测系统可以在长时间的生产过程中保持一致的检测标准和高可靠性。这确保了每一批产品的质量都能保持在同一水平。
5、数据收集与分析:这些系统不仅能够执行检测任务,还能收集大量的数据,这些数据可以用于分析生产趋势、发现潜在的问题并进行持续改进。
在制造业中,视觉检测系统将继续推动智能制造的进步,使生产过程更加自动化、智能化和高效化。通过不断优化算法和提升硬件性能,这些系统将为各行各业带来更多的创新和变革机会。